サワイジェネリック 安定供給の流れ
医薬品を安定的に供給していくためには、『現在製造している医薬品を継続的に供給し続ける』という観点と『製造できる医薬品の数量を増やす』という観点で対策を行う必要があります。
沢井製薬では、医薬品の供給を途切れさせない体制を整備していくとともに、設備投資などによる生産能力の拡大にも積極的に注力しています。

原材料調達
マルチソース化
原材料(原薬・添加剤・包装資材など)の安定確保のため、沢井製薬では原薬はもちろんのこと、添加剤においても複数のメーカーから原材料を購入するマルチソース化に取り組んでいます。
添加剤を常に複数メーカーから購入することで、いずれかのメーカーに問題が生じた場合でも別のメーカーから供給できる体制をとっています。
原材料を途切れさせない工夫
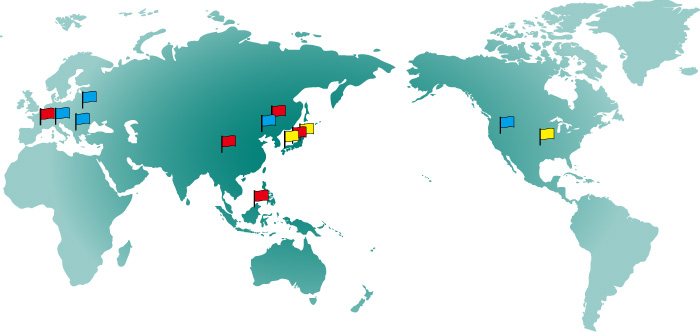
沢井製薬で使用する原材料(原薬・添加剤・包装資材など)は各製造工場を世界地図に示し、『製造業者マッピング』を作成しています。
これにより、ある地域で自然災害や人為災害が生じた場合、その周辺地域で製造されている原材料を一目で確認することができ、供給を途切れさせないための対応を早急にとることが可能です。
このマップは自社製品だけではなく、製造委託品の製造工場に関しても網羅しています。
このようなモニタリングによって、原材料調達リスクの低減に努めています。
(イメージ図)
製造業者マッピング
工場生産
生産体制
沢井製薬は、関東(千葉、茨城)、関西(兵庫2工場)、九州(福岡2工場)の全6工場を全国各地に分散して保有しており、グループ会社のトラストファーマテック(株)の工場(福井)も合わせ、業界トップクラスの生産能力を誇っています。
生産数量は年々増加しており、生産能力を十分に発揮できるよう人員体制の強化にも力を入れています。
品質保証体制
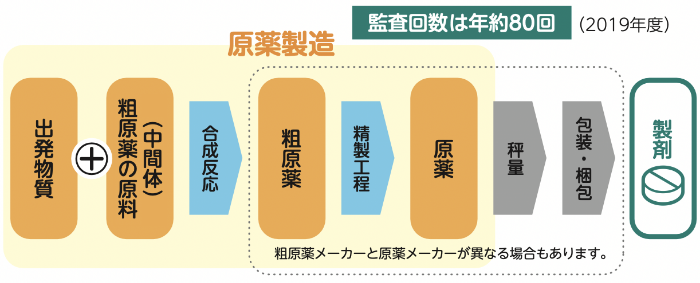
医薬品の品質に問題が生じると、それが直接的に生産の停止や製品回収に繋がり、結果として大規模な供給不安を引き起こします。沢井製薬では承認規格よりもさらに厳しく設定した独自の規格(サワイスペック)を設けており、どこにも負けない品質を目指して製品を製造しています。
また、MESやLIMSといった品質に関連するシステムの導入、工場間の作業の標準化、さらには継続的な既存設備の保守などにより高品質な製品を製造する体制を整えています。
こちらは横にスクロールできます
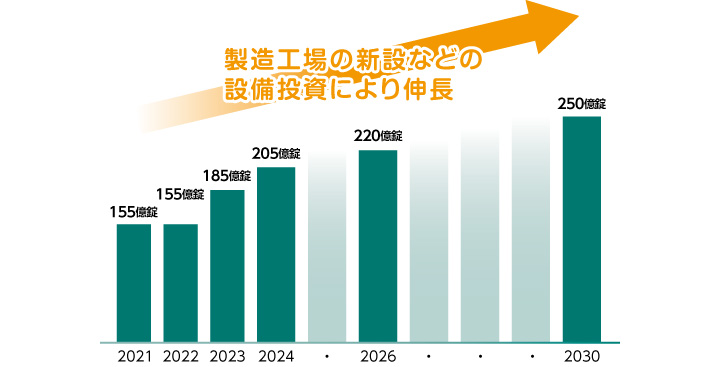
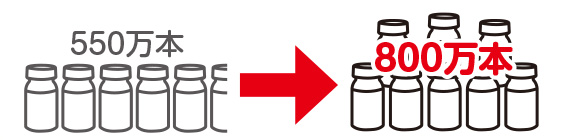
生産能力※の推移
※生産能力の前提:現在の品目数について平日2交代で機械を稼働し続けた場合を想定。委託は含んでいない。
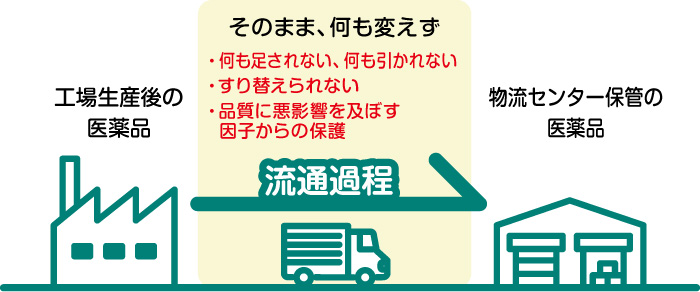
輸送時の品質管理
沢井製薬の製品が工場生産されて物流センターへ輸送される際、GDP(Good Distribution Practice)ガイドラインに準拠した輸送を行っています。
各製品に適した保管条件を満たすことができる車両で、必要に応じて空調や温度モニタリングを行い、物流センターへ納品しています。
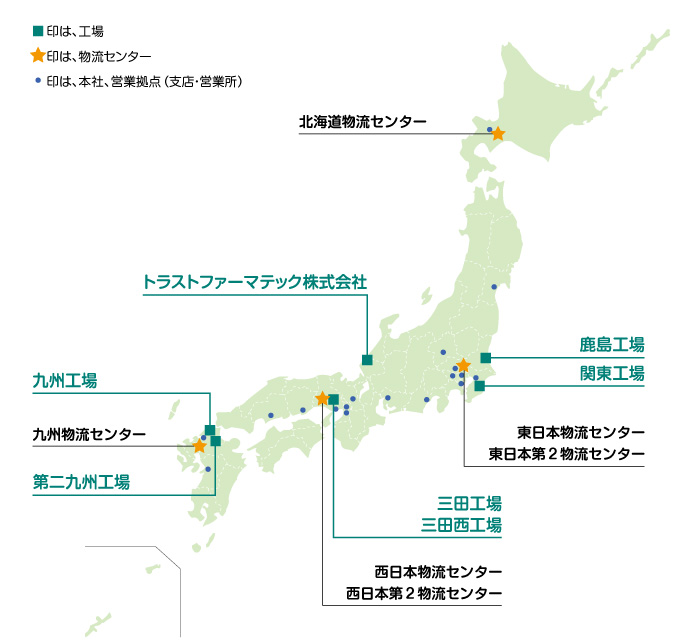
物流センター
沢井製薬では供給能力の向上について、ロジスティクス能力も重要な要素と考え、北海道など全国6ヵ所の物流センターで製品を保管しています。全国各地にある物流センターは、安定供給においても非常に重要な役割を担っています。災害などの理由によりいずれかの物流センターが稼動停止になった場合でも他の物流センターから日本全国へ製品を届けることができます。
また、物流センターからの出荷管理は本社(大阪)だけでなく、北海道、北関東、九州の複数拠点で実施できるようなバックアップ体制を整備しています。
販売体制
医療機関のニーズにあわせて沢井製薬の製品をお届けできるよう、全国にある特約店・販売会社と連携しており、特約店・販売会社に向けて、指定納期に配送する体制を確保しています。
事業拠点
こちらは横にスクロールできます